
In the high-stakes environment of heavy industry, the phrase “structural integrity” is not a buzzword—it is a baseline requirement. When a 10-ton turbine shaft or a critical industrial gearbox component fails, the result is rarely just a minor repair; it is often a catastrophic operational shutdown. Most of these disasters are rooted in Forging Quality Control failures that occurred long before the part was commissioned. For technical managers and procurement leads, the anxiety stems from what they cannot see: internal voids, hydrogen flakes, or microscopic inclusions that act as the birthplace for fatigue cracks.
Establishing a rigorous Forging Quality Control program is the only way to bridge the gap between a raw metal billet and a mission-critical component. It is a process of verification that ensures the metal’s grain flow is not only directional but free from the metallurgical “landmines” that lead to premature failure. Without these checks, a forged shaft is merely a liability waiting for a high-torque load to trigger its collapse.
Table of Contents
How Forging Quality Control Mitigates Sub-Surface Risks
The primary driver behind the adoption of advanced Forging Quality Control is the prevention of fatigue failure. In power transmission, shafts are subjected to cyclic loading—millions of revolutions under varying stress. If a forged part contains internal discontinuities, those “invisible” gaps become stress concentrators. Over time, these points propagate into cracks that eventually shear the shaft entirely.
Quality assurance in this sector must move beyond dimensional accuracy. While a part might look perfect on a CAD drawing and measure correctly with a caliper, its internal “lattice” could be compromised. This is why standardized Forging Quality Control protocols focus heavily on the internal density of the steel. By ensuring the forging process has “closed” the naturally occurring pores of the ingot, we create a homogenous structure capable of withstanding decades of service.

Mapping the Integrity of Power Transmission Components
To see inside the metal without destroying it, we rely on Non-destructive testing (NDT). This is not a single test, but an ecosystem of diagnostic tools designed to verify the “health” of a forging. For B2B procurement, demanding a full NDT suite is the only way to ensure project compliance and safety.
In the context of Forging Quality Control, NDT acts as a filter. It separates the “commercially acceptable” forgings from the “technically superior” ones. Whether it is a pump shaft for a desalination plant or a main drive shaft for a wind turbine, the NDT results provide a digital fingerprint of the part’s reliability. It is the documentation that allows a technical manager to sleep at night, knowing that Internal defect detection in heavy forgings was performed by certified Level II or III technicians.
The Importance of Ultrasonic Testing for Heavy Industrial Forgings
When it comes to deep-seated volumetric defects, there is no substitute for UT. The importance of ultrasonic testing for heavy industrial forgings cannot be overstated because it is the only method that can penetrate the entire cross-section of a large-diameter shaft. By sending high-frequency sound waves through the metal, technicians can map the internal landscape of the forging.
If the sound wave hits a void or a crack, it bounces back prematurely, creating a “spike” on the oscilloscope. This level of Forging Quality Control allows for the rejection of parts that may have “pipe” or “center-line shrinkage”—defects that are physically impossible to detect using any other method. For heavy industrial applications, UT is the gold standard for verifying that the forging is “sound” to the core.
- ASTM A388 Compliance: This is the primary standard used to govern UT procedures. It defines exactly how the probe should move and what constitutes a “rejectable” signal.
- Resolution: Modern UT equipment can detect defects as small as a few millimeters, even deep within a 500mm diameter shaft.
Authority Reference: To understand the specific requirements for ultrasonic examination, refer to ASTM A388 / A388M – Standard Practice for Ultrasonic Examination of Steel Forgings: ASTM International A388.
Capturing Near-Surface Cracks via Magnetic Particle Testing (MT)
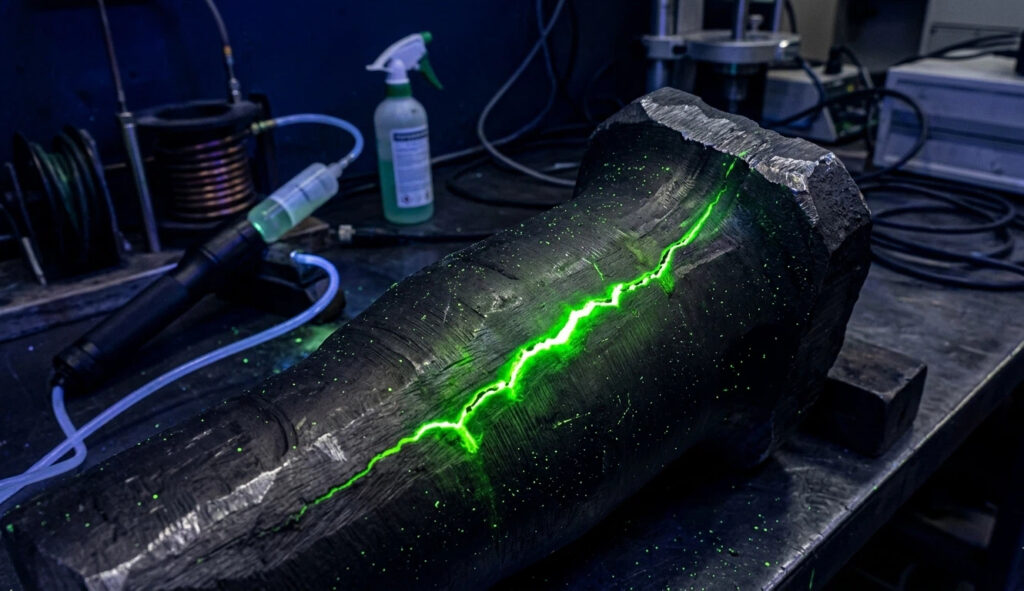
While UT looks deep, Magnetic Particle Testing (MT) focuses on the “skin” and near-surface areas. This is a critical component of Forging Quality Control because fatigue failure almost always starts at the surface. A microscopic “seam” or “lap” created during the forging process can act as the starting line for a crack.
During MT, the forged shaft is magnetized, and fine iron particles (often fluorescent) are applied. If there is a break in the surface—even one invisible to the eye—the magnetic field “leaks” and traps the particles, creating a glowing line under UV light. This specialized NDT method is essential for Forged shaft fatigue failure prevention, as it catches the surface irregularities that later turn into structural breaks under torque.
Forging Quality Control in the Age of Gigawatt-Scale Infrastructure
As industrial components grow larger and power densities increase, the margin for error shrinks. A robust Forging Quality Control framework must now include digital traceability. It isn’t enough to perform the test; the results must be tied to the specific heat number of the steel and the forging lot. This ensures that if a problem is found in one part, every other part from that same batch can be recalled or inspected.
Modern B2B trust is built on this transparency. When a supplier provides a “Quality Data Package,” it should include the raw UT data, the MT certification, and the chemical analysis. This level of Forging Quality Control transforms a vendor-client relationship into a technical partnership, ensuring that NDT standards for power transmission components are not just met, but exceeded.
The Competitive Advantage of Rigorous Inspection
The decision to invest in high-level Forging Quality Control is a decision to protect your brand’s reputation and your client’s assets. By utilizing a combination of Ultrasonic Testing (UT) for deep-level density and Magnetic Particle Testing (MT) for surface perfection, you create a product that is engineered for longevity rather than just immediate delivery.
In the long run, the most expensive forging is the one that fails. By adhering to international NDT standards for power transmission components, manufacturers can eliminate the “invisible” risks that haunt heavy industrial projects. Reliability is not a lucky outcome; it is the direct result of a meticulous Forging Quality Control strategy.
Don’t let invisible defects compromise your project’s integrity. Our metallurgical experts are ready to help you implement a fail-safe Forging Quality Control protocol tailored to your specific transmission requirements. [Contact our engineering team today] for a comprehensive NDT consultation and secure the longevity of your critical assets.
FAQ
Why is 100% UT coverage required for transmission shafts?
Because these shafts experience peak stress at the center and surface simultaneously. Any internal void can lead to an immediate shear failure. Forging Quality Control requires 100% coverage to ensure no “dead zones” are left uninspected.
What is the difference between a “discontinuity” and a “defect”?
A discontinuity is any interruption in the metal’s structure. It only becomes a “defect” if it exceeds the size limits defined by standards like ASTM A388.
Does NDT significantly increase the lead time?
While it adds a few days to the process, it is negligible compared to the months of downtime caused by a failed component. It is the most cost-effective “insurance” in heavy industry.
Are there specific NDT standards for power transmission components?
Yes, besides ASTM A388 for UT, we often look at ASTM E1444 for Magnetic Particle Testing to ensure the surface is ready for high-cycle fatigue loads.