
AISI D2 Hardness Testing should not stop at one Rockwell C value. D2 is a high-carbon, high-chromium cold work tool steel used for dies, punches, shear blades, forming tools, wear plates, and cutting components. Buyers need to know whether heat treatment worked, whether hardness is uniform, and whether carbide condition supports wear resistance without creating chipping risk. This guide explains how Rockwell hardness, microhardness testing, carbide rating, and wear resistance testing should work together in a practical tool steel testing report.
Table of Contents
What Does AISI D2 Hardness Testing Actually Verify?
AISI D2 Hardness Testing verifies more than “is the steel hard enough.” It checks whether the heat treatment produced the required hardness level for the application and whether the part has enough consistency across important working areas.
D2 steel is often chosen when wear resistance matters. MatWeb’s data sheet for AISI Type D2 tool steel describes it as a high-carbon, high-chromium tool steel with high wear resistance and little deformation during hardening. That makes hardness testing useful, but it does not make hardness the whole story.
A serious inspection should connect hardness with:
1.heat treatment condition
2.test location
3.surface and core comparison
4.microhardness distribution
5.carbide distribution
6.decarburization risk
7.wear resistance requirement
8.final service application
AISI D2 Hardness Testing becomes especially important after quenching, tempering, nitriding, grinding, or failure investigation.
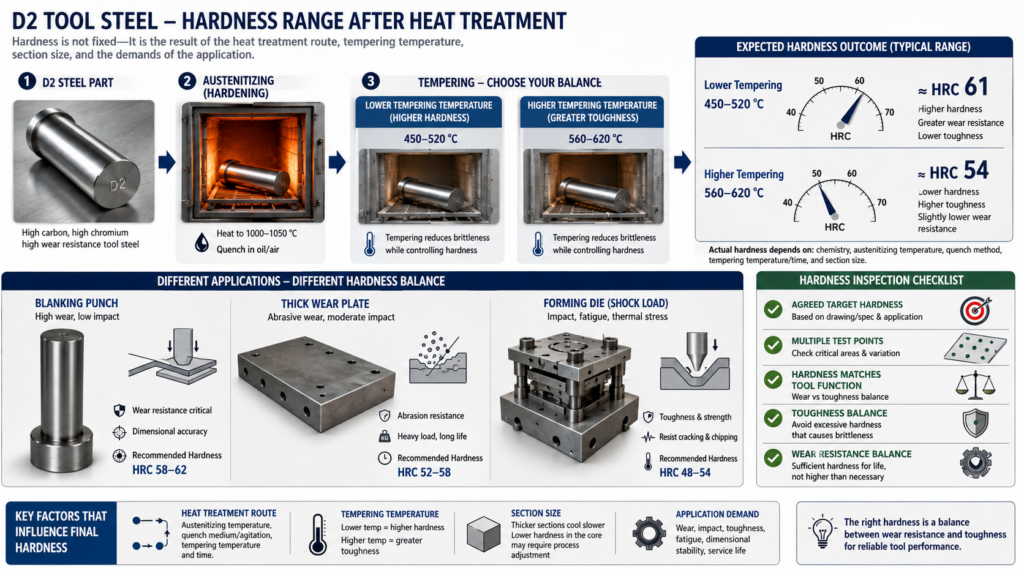
What Hardness Range Is Expected After D2 Heat Treatment?
The expected hardness depends on heat treatment route, tempering temperature, section size, and application. A D2 punch used for blanking may need a different balance from a thick wear plate or a forming die that faces shock load.
AZoM’s article on D2 tool steel lists examples of D2 tempering results, including around Rockwell C 61 after tempering at 204 °C and around Rockwell C 54 after tempering at 537 °C. Those figures show why one hardness target cannot be applied to every D2 part without reading the heat treatment specification.
For inspection, the question is not only “what HRC did we get?” The better question is:
- Was the target hardness agreed before heat treatment?
- Were multiple test points used?
- Does the hardness match the tool function?
- Is the result too high for toughness needs?
- Is the result too low for wear resistance?
AISI D2 Hardness Testing should therefore be tied to the drawing, purchase order, heat treatment record, and working condition.
Why Is One Rockwell Hardness Number Not Enough?
Rockwell hardness testing is fast and useful, but one reading cannot represent every surface, edge, corner, and section thickness. ASTM E18 describes the Rockwell hardness test as an indentation hardness test that can provide useful information about metallic materials. It is a strong starting point, but it still depends on correct surface preparation, test spacing, scale selection, and test location.
One HRC number may miss:
1.surface decarburization
2.local soft spots
3.uneven tempering
4.overheated areas
5.grinding damage
6.edge-to-core hardness variation
7.batch-to-batch inconsistency
For small flat samples, a few HRC points may be enough. For complex D2 tool steel parts, AISI D2 Hardness Testing should include a location map. Critical edges, wear faces, holes, thick sections, and heat-treated zones should be checked separately.
A good report should not only say “60 HRC.” It should say where the result came from and why that location matters.
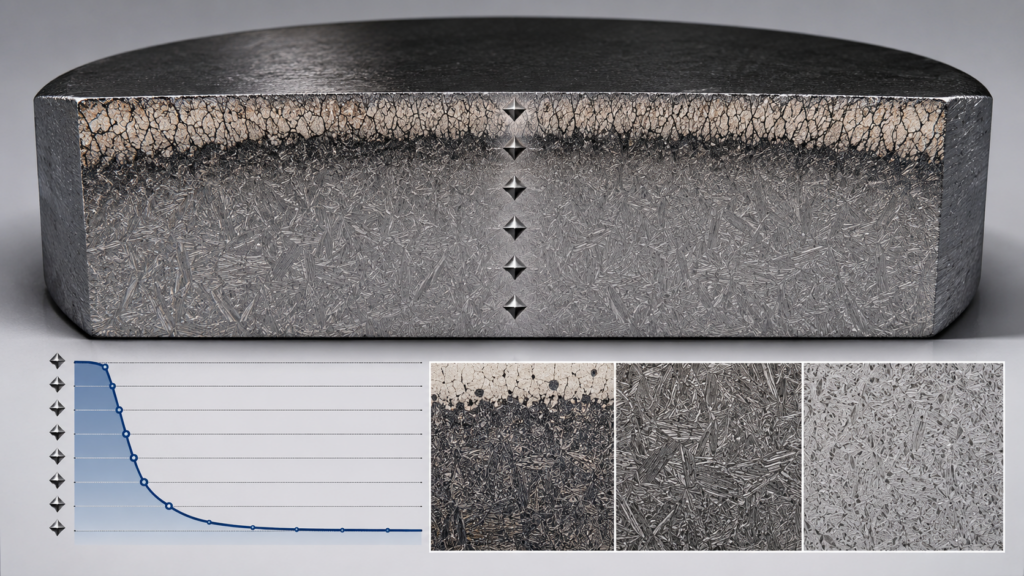
How Does Microhardness Distribution Reveal Hidden Problems?
Microhardness testing helps when the question is too local for normal Rockwell testing. It can show hardness changes from surface to core, across an edge, near a ground surface, or through a thin hardened layer.
ASTM E384 covers Knoop and Vickers microindentation hardness testing under low test forces. This makes it useful for small zones, thin sections, coatings, and local hardness changes that cannot be measured well by a larger Rockwell indentation.
For D2 steel, microhardness distribution can help identify:
- surface decarburization
- hardened edge condition
- core hardness variation
- local heat treatment inconsistency
- grinding burn risk
- thin working edge behavior
- hardness transition after surface treatment
This is where AISI D2 Hardness Testing becomes more diagnostic. Instead of asking only whether D2 reached a target HRC, the test can show whether hardness changes across the part in a way that affects performance.
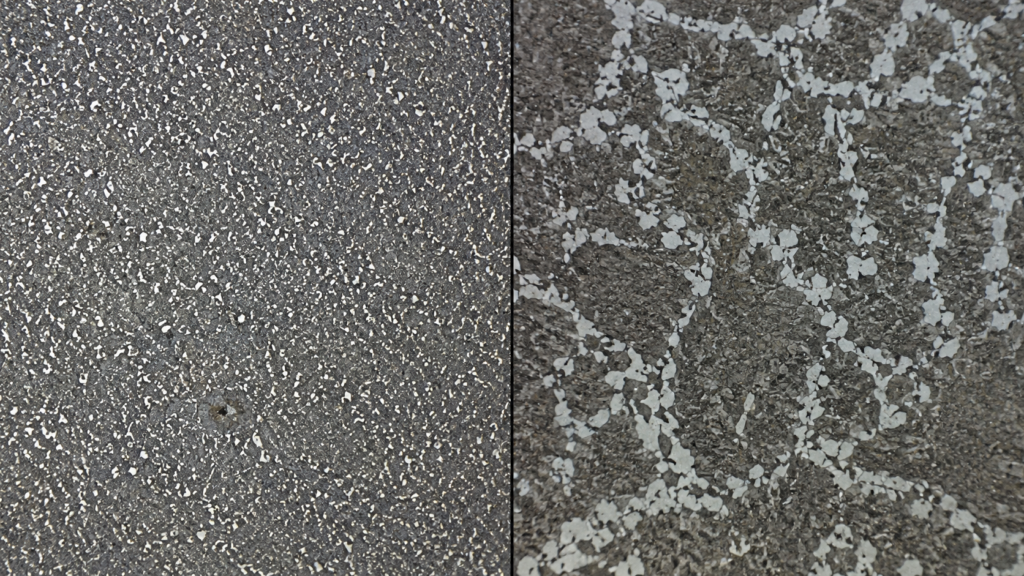
How Does Carbide Rating Affect D2 Wear Resistance?
D2 wear resistance is strongly connected to its high-carbon, high-chromium chemistry and carbide structure. Hardness gives one part of the story. Carbides explain much of the wear behavior and some of the chipping risk.
A research article in Metals on cryogenic treatment and AISI D2 wear resistance notes that reported wear resistance improvement for D2 after deep cryogenic treatment has varied widely. That variation is a useful warning: D2 performance depends on microstructure and treatment details, not only the final hardness number.
Carbide rating and microstructure observation can help answer:
- Are carbides fine and well distributed?
- Are there coarse carbide networks?
- Is there carbide segregation?
- Is the matrix properly hardened and tempered?
- Could the tool wear slowly but chip early?
- Does the microstructure match the wear application?
AISI D2 Hardness Testing should be supported by carbide evaluation when the part is used for blanking, cutting, shearing, forming, or abrasive wear service. High hardness with poor carbide distribution can still lead to unstable tool life.
How Should Wear Resistance Testing Be Connected With Hardness Results?
D2 steel is used because wear resistance matters, but wear resistance is not controlled by hardness alone. Matrix hardness, carbide type, carbide size, carbide distribution, retained austenite, surface finish, and working load can all change the result.
ASTM G65 covers laboratory procedures for measuring abrasion resistance by the dry sand/rubber wheel method. It is not the only possible wear test, but it is a useful example of how abrasion resistance can be evaluated as a measured property rather than an assumption.
AISI D2 Hardness Testing should be connected with wear testing when the customer is investigating:
- short tool life
- fast abrasive wear
- edge rounding
- unstable batch performance
- failure after heat treatment change
- supplier comparison
- coating or surface treatment decisions
If two D2 samples have similar HRC values but different carbide distribution, the wear result may still differ. That is why hardness testing, microstructure analysis, and wear testing should be reviewed together.
What Should Be Included in a D2 Steel Testing Report?
A good D2 report should help the buyer make a decision. It should not be a collection of numbers without interpretation.
A complete D2 report should include:
1.sample identification
2.steel grade and heat number
3.heat treatment condition
4.Rockwell hardness values
5.exact test locations
6.surface preparation note
7.microhardness profile if required
8.carbide rating or microstructure observation
9.decarburization check when relevant
10.wear test result if requested
11.photos of microstructure
12.test standard or method
13.final technical interpretation
The report should explain whether the result fits the application. For example, a cutting edge, wear surface, and thick core may not need the same interpretation.
The test has more value when the laboratory explains risk. A number without context may pass paperwork but fail to answer the real quality question.
When Should Buyers Request AISI D2 Hardness Testing?
Buyers should request AISI D2 Hardness Testing when hardness, wear resistance, or heat treatment quality affects service life.
Common cases include:
- heat treatment acceptance
- mold or die approval
- early wear failure
- chipping or cracking
- hardness dispute between supplier and buyer
- batch quality verification
- new heat treatment supplier approval
- tool steel failure analysis
- export inspection documentation
- comparison of D2 steel from different suppliers
AISI D2 Hardness Testing is also useful after grinding or surface treatment when the buyer needs to confirm that the working surface was not softened, overheated, or damaged.
What Mistakes Make D2 Hardness Results Misleading?
A hardness result can be technically measured but still misleading if the test plan is weak.
Common mistakes include:
- testing only one easy location
- ignoring surface decarburization
- using rough or scaled surfacestesting too close to an edge
- comparing different heat treatment batches without records
- reporting HRC without test location
- ignoring carbide condition
- assuming high hardness always means long tool life
AISI D2 Hardness Testing should avoid these shortcuts. If the part has failed, the report should also include microstructure, fracture observation, or wear surface analysis when possible.
How Should Buyers Read the Final Result?
Start with the application. A die insert, punch, shear blade, forming roll, and wear block do not have the same risk profile.
1.A buyer should read the report in this order:
2.Confirm the grade is D2. Confirm the heat treatment condition.
3.Check Rockwell hardness against the agreed target.
4.Review test locations.
5.Check microhardness distribution if local hardness matters.
6.Review carbide rating or microstructure.
7.Ask whether wear testing is needed.
8.Connect the result to service failure risk.
AISI D2 Hardness Testing is strongest when it answers both quality and performance questions. The goal is not only to approve a number. The goal is to understand whether the D2 part is ready for real service.
Conclusion
AISI D2 Hardness Testing should be treated as a quality investigation, not a single number on a report. Rockwell hardness confirms the basic heat treatment result, but microhardness distribution can reveal local problems, carbide rating can explain wear and chipping behavior, and wear resistance testing can connect lab data with real service. For D2 tool steel parts used in dies, punches, blades, and wear components, better testing helps buyers understand whether the material is only hard on paper or truly ready for production service.
FAQ
What is AISI D2 Hardness Testing?
AISI D2 Hardness Testing checks the hardness of D2 tool steel after heat treatment or service use. It helps verify whether the steel meets the required hardness for wear resistance, cutting, forming, or tooling performance.
Is Rockwell hardness enough for D2 steel?
Rockwell hardness is useful, but it may not be enough for complex or critical D2 parts. Microhardness testing, carbide rating, and microstructure review may also be needed.
Why does D2 steel need microhardness testing?
Microhardness testing helps find local hardness changes near surfaces, edges, cores, thin sections, or treated layers. It can reveal problems that one HRC value may miss.
How does carbide distribution affect D2 tool steel?
Fine and well-distributed carbides can support wear resistance. Coarse or segregated carbides may increase chipping risk and reduce performance stability.
Can D2 have high hardness but poor performance?
Yes. D2 can show high hardness but still perform poorly if carbide distribution is poor, heat treatment is uneven, the surface is decarburized, or the application needs more toughness.
When should wear resistance testing be added?
Wear resistance testing should be added when the part failed from fast wear, when two suppliers show different tool life, or when hardness alone does not explain performance.